1) En la parte frontal de la línea de producción, la codificación y el corte de los materiales se realizan secuencialmente según la lista de tareas.
2) El AGV transporta las placas de componentes necesarias para las tareas planificadas a la plataforma de materiales.
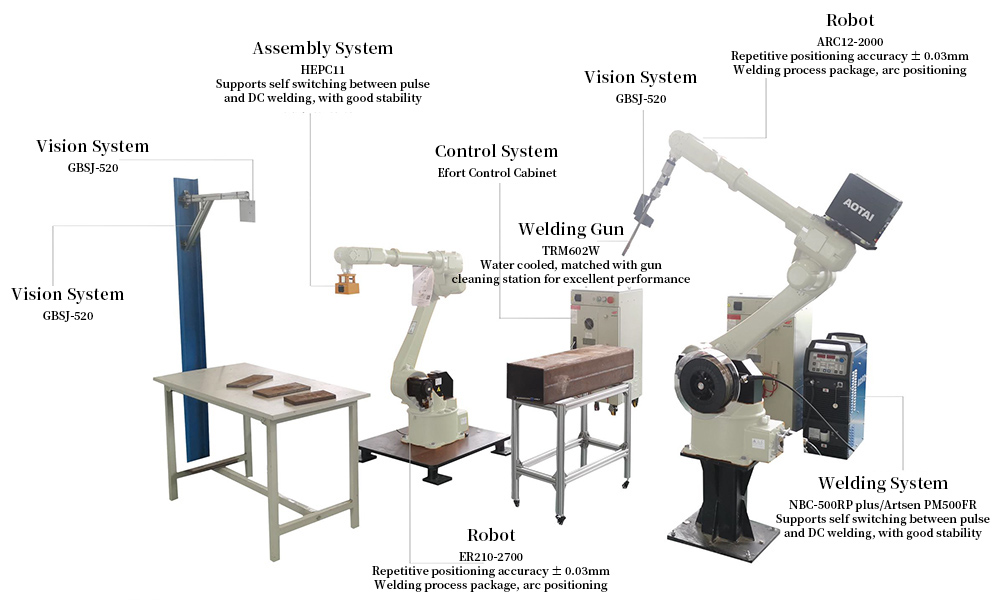
3) El sistema inteligente de ensamblaje y soldadura recupera los modelos de los componentes según la lista de tareas y envía señales a cada dispositivo en la estación de trabajo para que se posicionen.
4) El mecanismo de indexación llega a la estación de acoplamiento y emite una señal. El pórtico agarra el componente y lo coloca en el mecanismo de indexación.
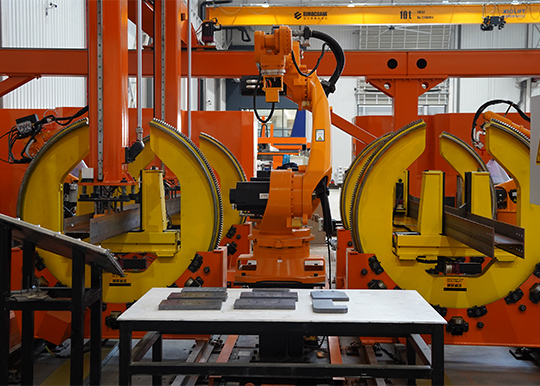
5) Tras la sujeción por la máquina de indexación, el robot de ensamblaje determina la posición del componente mediante escaneo visual. El robot de ensamblaje comienza a agarrar las placas de componentes para el ensamblaje basándose en el modelo y la información visual (posicionamiento e identificación de las piezas) en la mesa de piezas.
6) El robot de soldadura inicia la soldadura por puntos y la soldadura por costura. Tras completar un lado, la máquina de indexación gira para soldar los demás lados de las placas de componentes.
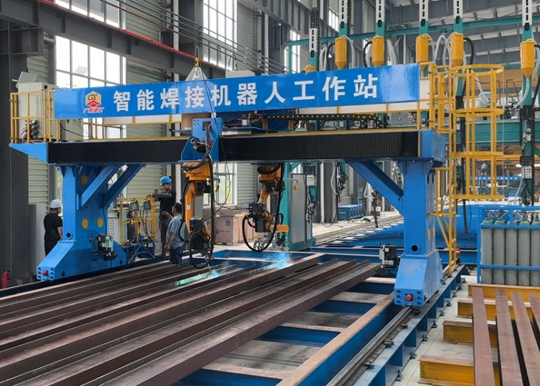
7) Una vez finalizada la soldadura, el sistema envía una señal y el pórtico eleva los componentes terminados al AGV en la estación de almacenamiento o en la estación de acoplamiento (prioritario).
8) Los componentes terminados se transportan a la estación de rectificado manual mediante AGV o grúa aérea.