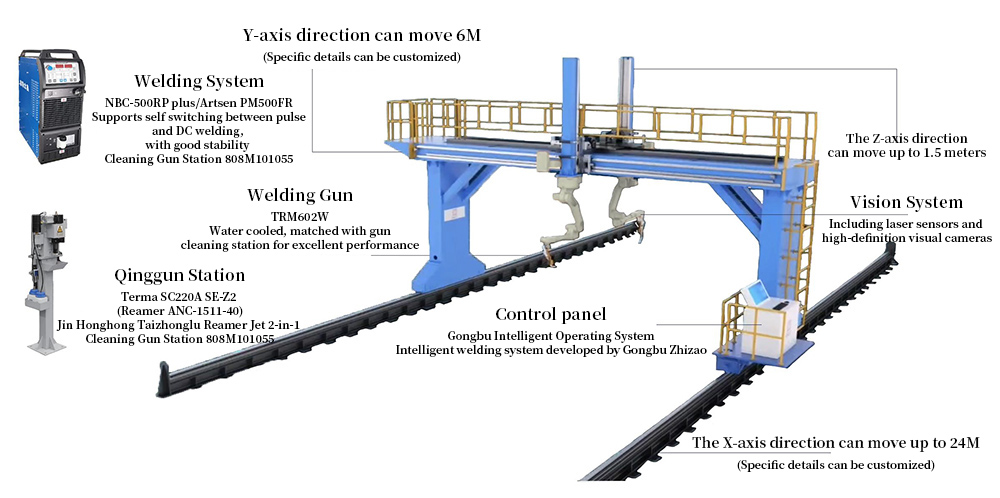
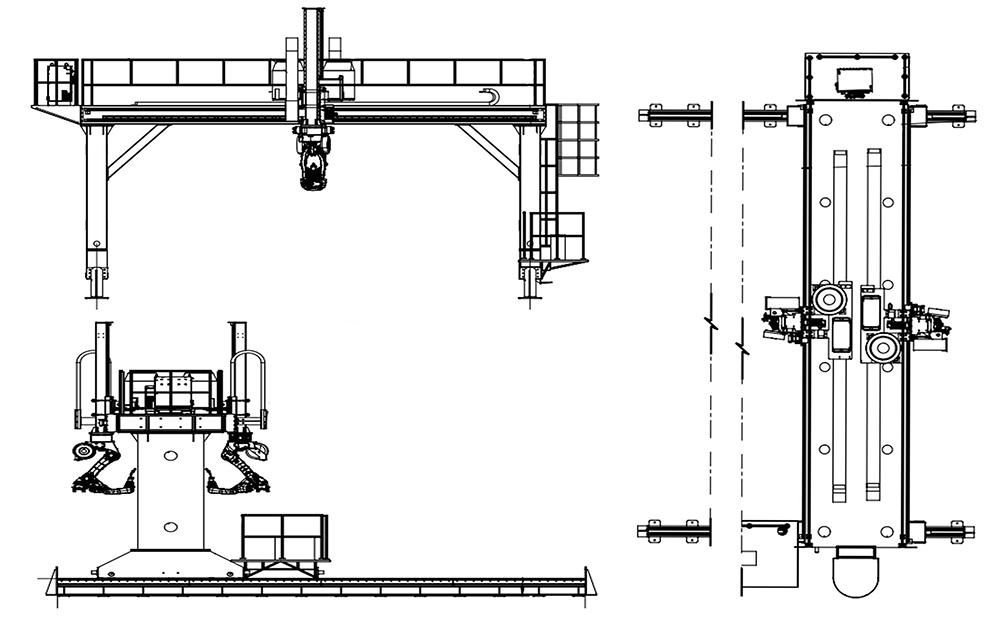
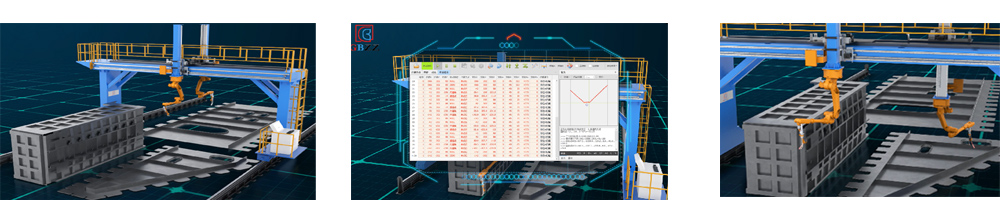
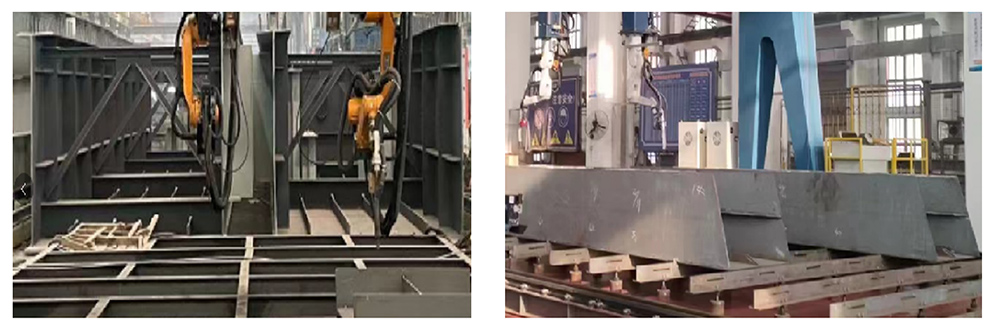
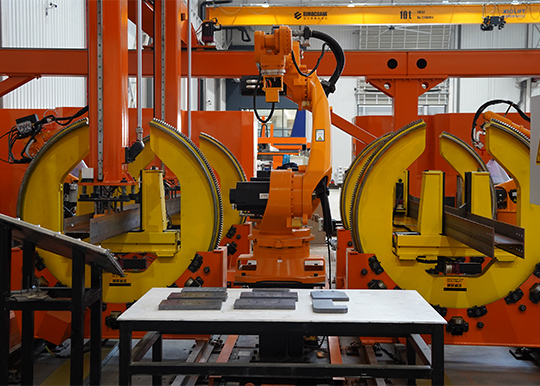
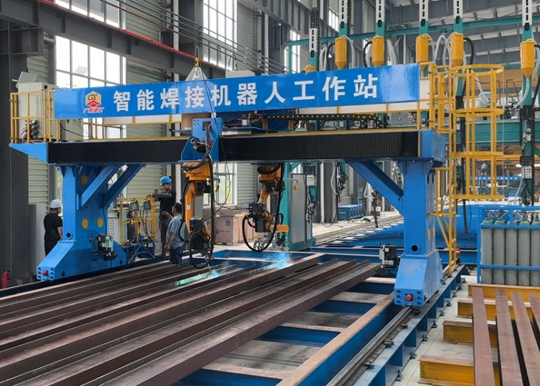
Imágenes del producto: La estación de soldadura inteligente de pórtico con múltiples ejes adicionales y doble máquina se utiliza principalmente para la soldadura automatizada por robot de diversas estructuras de acero, como edificios, puentes, barcos y otras estructuras. La estación cumple con los requisitos de soldadura de diversas esquinas, como estructuras de acero en forma de H, losas de puentes y placas horizontales, y se actualiza continuamente. Además, se adaptará a la soldadura en otros escenarios en el futuro. Cada estación de soldadura de pórtico incluye un sistema de control, un mecanismo de desplazamiento, dos robots de soldadura por arco, dos fuentes de alimentación y tanques de agua de refrigeración para la soldadura, dos sistemas de visión inteligente para soldadura y dos sistemas de pistolas de refrigeración por agua.